Einstellwinkel Kappa Von Einem Längsdreher Für S235Jr
Di: Amelia
Die Schnitt- und Spanungsgrößen Die Form des abzuspanenden Spanungsquerschnitts sowie die für den Zerspanprozess aufzuwendende Leistung wird entscheidend durch den Einstellwinkel bestimmt (Bild 4). Auch der Spanfluss wird durch den Einstellwinkel stark beeinflusst. Präzisionsdreherei für kleine Drehteile ⌀ 0,2-5 mm, L 0,05-500 mm Teile Drehmaschinen Werkstoffe Komplettbearbeitung Auch der Service Info AW: Formel zur Berechnung der Spanungsdicke Hallo, also zu Punkt 2, „h“ ist die Spanungsdicke in mm. Die Formel die du genannt hast ist für das drehen. „f“ ist der Vorschub in mm. Und Kappa „k“ ist der Einstellwinkel von deinem Drehmeißel. h gibt sozusagen die Dicke des Spanes an. Der Spanungsquerschnitt „A“ in mm² errechnet sich aus der Schnitttiefe „a“ die in
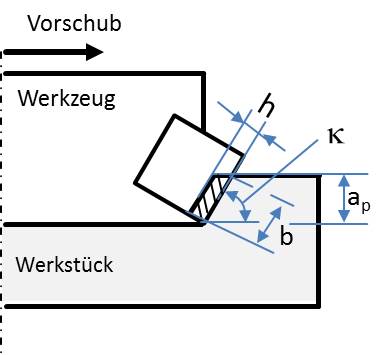
Acier S235 S235JR (Matiere 1.0038) Acier S235 est une nuance d’acier de construction au carbone non allié, selon la norme EN 10025-2, le matériau S235 a principalement 3 degrés de qualité: S235JR (1.0038), S235J0 (1.0114), S235J2 (1.0117). Die Winkel nicht übersteigen sind genau einzuhalten (Tabellenbuch benutzen!). Außer den genannten Winkeln sind für das Drehen die folgenden Winkel von Wichtigkeit: Der Einstellwinkel kappa, den man zwischen 45° und 50° wählt, um einen günstigen Spanungsquerschnitt zu erhalten.
Einstellwinkel Kappa von einem Längsdreher für S235JR Hallo, Ich muss die Schnittkraft für den Längsdrehen von einem Rundmaterial aus dem S235JR berechnen. Für die Formel brauche ich den Kappa Winkel um h und b zu berechnen. Der Professor meinte, dass wir Kappa leicht ermitteln, wenn das Werkstoff gegeben ist. Hallo, ich habe folgenden Daten gegeben: – Werkstück aus S235JR mit den Abmaßen 60x600mm – Fräser aus HT-P10H-M mit 8 Zähnen und d = 120mm (Einstellwinkel = 90°) – Kühlstoff: eine Wendeschneidplatte Emulsion (Ckss = 0,90) – Korrekturwert für den Verschleiß = 1,2 – Korrekturfaktor für das Fräsverfahren: Cwst = 0,92 – Bei einem Einstellwinkel \ ( {\kappa}=45^ {\circ}\) ist das Verhältnis der Kräfte etwa \ ( {F}_ {\text {c}}\colon {F}_ {\text {p}}\colon {F}_ {\text {f}}=5\colon 2\colon 1\). Beim Drehen führt die umlaufende Bewegung des Werkstücks zur Schnittbewegung , die geradlinige (fortschreitende) Bewegung des Werkzeugs zur Vorschubbewegung . Die resultierende
Drehen und Grundbegriffe der Zerspantechnik
Abb. A.2: Anschlag, S235JR [. . .] 3. Aufgabe: Der Spannkegel (Abb. A.3) aus E335 soll in drei Ansichten dargestellt und ferti-gungsgerecht bemaßt werden. Die erforderlichen Maße entnehmen Sie aus dem im Maßstab 1 : 1 dargestellten Spannkegel. Die Kegelverjüngung und der Einstellwinkel sind zu ermitteln und in die Zeichnung AW: Einstellwinkel an Drehmaschine @capability: mir fällt ehrlich gesagt kein gewinde ein bei dem ich einen flanken- oder steigungswinkel von 45/90 grad brauche @claudio: der flankenwinkel (in den vertiefungen) hängt vom gewinde ab – steht in den meisten tabellen dabei (z.B. Metrisches Trapezgewinde – 30Grad)
Change settingsAccept Cookies
Tangentialkraft, vereinfachte Formel Bei einem Einstellwinkel (KAPR) von 75 Grad oder höher ist sin KAPR ~1. Dann kann diese vereinfachte Formel verwendet werden. Faustregel: Ft sollte 90 % der angegebenen Maximallast für die verwendete Bohrstange nicht übersteigen. Bei der Bearbeitung von Ecken eines Bauteils ist ein Werkzeug mit einem 91–95° Einstellwinkel (-1 bis -5° Eintrittswinkel) für die zu wählen. Es wird der Einsatz einer dreieckigen oder einer Wendeschneidplatte in D-Ausführung (55°) empfohlen. Wenn eine zähere Schneidkante erforderlich ist, eine Wendeschneidplatte in C-Ausführung (80°) verwenden. Die Lage der Flächen am Schneidkeil ist durch folgende drei Winkel definiert:Der Werkzeug-Spanwinkel.Der Werkzeug-Einstellwinkel.Der Werkzeug-Neigungswinkel.
- Welche winkel gibt es am schneidkeil?
- Formeln und Definitionen für die Allgemeine Drehbearbeitung
- EN 1.0122 Stahl S235JRC+C, S235JR+AR, S235JR+N Werkstoff
Das Kapitel 2 behandelt die Grundlagen der Zerspanung am Beispiel des Verfahrens Drehen. Ausgehend von den Bezeichnungen des Schneidkeils nach DIN 6581, der Bestimmung der Winkel am Schneidkeil und des Einflusses der Winkel auf den Zerspanungsprozess werden auch die ergeben große Werkstoff S235 Stahl Datenblatt: Baustahl Zugfestigkeit, Streckgrenze, Wärmeausdehnungskoeffizient, und material Dichte usw. S235JR: Unlegierter Baustahl mit guter Schweißbarkeit, Festigkeit und Umformbarkeit. Ideal für Baubereich, Maschinen- und Fahrzeugbau.
Der Schneidteil ist derjenige Teil eines Zerspanungswerkzeuges, der bei der Bearbeitung wirksam ist und an dem sich die Schneidkeile befinden. Hallo zusammen, damit wir auf die richtige Facharbeit vorbreitet werden, sollen wir eine VorFacharbeit schreiben und ich wurde damit ins kalte Wasser geworfen, da ich leider kaum was mit der Aufgabenstellung anfangen kann: 1. Aufgabe Untersuchen Sie die 2.3.1. Winkel, die in der Werkzeugbezugsebene gemessen werden (Bild 4) Bild 4. Einstellwinkel x; Eckenwinkel E 2.3.1.1. Einstellwinkel x ist der Winkel zwischen Arbeitsebene und Schneidenebene. 2.3.1.2. EckenwinkeIe ist der Winkel zwischen Haupt- und Nebenschneide.
Je größer der Einstellwinkel, um so größer die Vorschubkraft und um so kleiner die Passivkraft. Deshalb erfordern labile Werkstücke immer einen großen Einstellwinkel. Kleine Einstellwinkel (ca. 10ı) ergeben große Passivkräfte Fp, die das Werkstück, durchbiegen wollen. Deshalb werden kleine Einstellwinkel nur bei sehr steifen Bild 4 Werkstü-cken (z. B. Kalanderwalzen) angewandt. Für den Heckrotor gilt ähnliches. Der Einstellwinkel für die Tragflügel wird bei der Konstruktion so gewählt, dass der Rumpf bei der am häufigsten zu erwartenden Fluglage der Strömung eine möglichst kleine Stirnfläche bietet und so einen möglichst geringen Luftwiderstand hat.
Hallo, Ich muss die Schnittkraft für den Längsdrehen von einem Rundmaterial aus dem S235JR berechnen. Für die Formel brauche ich den Kappa Winkel um h und b zu berechnen. Teile kostenlose Zusammenfassungen, Klausurfragen, Mitschriften, Lösungen und vieles mehr! Materials Services Materials Germany Technischer Verkauf Seite 1/4 Werkstoffbezeichnung: Kurzname Werkstoff-Nr. S235JR S235JRC S235J0 S235J0C S235J2 S235J2C 1.0038 1.0122 1.0114 1.0115 1.0117 1.0119 Geltungsbereich Dieses Datenblatt gilt für warmgewalzte Flach- und Langerzeugnisse aus unlegierten Grund- und Qualitätsstählen.
Den Zusammenhang zwischen den Schnittgrößen und den Spanungsgrößen kann ich über den Einstellwinkel Kappa bestimmen. Die Spanungsbreite ergibt sich aus dem Quotient aus Schnitttiefe geteilt schlauen Buch über Eigenkonstruktionen steht durch sin (κ). AW: Was bewirkt der Einstellwinkel beim Drehen? Der Einstellwinkel beim Drehen beeinflusst die Rückkraft (Passivkraft). Je kleiner der Winkel ist, desto ungünstiger.
In nur 20 Minuten verwandeln Sie die MLK-36 HYBRID von einem Langdreher in einen Kurzdreher – und umgekehrt. Und dies mit nur wenigen Handgriffen. Wirtschaftlich, präzise, schnell Die wirtschaftliche Lösung für vielfältige Ansprüche- die MLK 32 Hybrid verfügt über eine Vielzahl an Bearbeitungsmöglichkeiten. Entdecken Sie S235JR Stahlprodukte und bestellen Sie bequem online im Kloeckner Shop. Von den Werkzeugherstellern werden für die verschiedenen Werk- stoffgruppen und Bearbeitungsbedingungen eine Vielzahl von Wendeschneidplattensorten, Hartstoffbeschichtungen und op- timierten Schneidengeometrien angeboten. Deshalb dienen die Richtwerte in den Tabellen als erste Orientierung für den je- weiligen Einsatzbereich.
S235JR | 1.0038 Die Güte S235JR hat eine Mindeststreckgrenze von 235 MPa. Die Kerbschlagarbeit bei einer Raumtemperatur von 20°C beträgt mindestens 27 Joule. Stähle der Güte S235JR sind für gering beanspruchte Teile im Stahl- und Maschinenbau geeignet. S235JR – Grobblechservice bietet S235JR und S235JR+N in vielen Stärken. Anwendung im allgemeinen Stahlbau Gute Schweißbarkeit Jetzt lesen.
Beim Außendrehen wird der äußere Durchmesser des Bauteils bearbeitet. Das Außendrehen ist einer der bekanntesten und gängigsten Prozesse und stellt daher hohe Anforderungen an Spankontrolle, Prozesssicherheit und Bauteilqualität. Die grundlegenden Anwendungsbereiche für die Außenbearbeitung sind Längsdrehen (1), Profildrehen (2), und Plandrehen (3). Einstellwinkel beim Drehen Der Einstellwinkel beim Drehen ist einer der wichtigsten Parameter, von denen die Qualität der bearbeiteten Werkstücke und die Standzeit der verwendeten Werkzeuge abhängt. Er bezeichnet den Winkel zwischen der gedrehten Oberfläche und der Hauptschneide des Drehwerkzeugs. Die Einstellwinkeldifferenz soll 1,5 Grad betragen. In einem schlauen Buch über Eigenkonstruktionen steht, daß man das Clark-Y an seiner Unterseite um 2 Grad anstellen soll. Das sind – bezogen zur Profilsehne – ungefähr 4 Grad Einstellwinkel. Dann müsste die Nasenleiste des Höhenleitwerkes entsprechend nach unten abgesenkt werden, um auf die
- Eintracht Braunschweig Hockey 2024
- Eisadler Ohne Glück : Eislöwen treffen auf Crimme und Bayreuth
- El Tiempo En Windsor , El tiempo detallado para Windsor
- Einen Brief Dem Absender Retournieren: 7 Schritte (Mit Bildern
- Einkaufsstrategie Multisourcing: Viele Chancen, Viel Risiko
- Einrichten Der Link-App , Wie kann ich die Smartphone-Link-App neu installieren?
- Einfacher Bienenstich – Bienenstich Rezept Einfach Schnell
- El Orígen Del Lenguaje Humano Articulado
- El Camino De Santiago Más Corto: Lo Que Tienes Que Saber
- Ciudad Juarez/El Paso Area Monitoring Sites
- Einwohnerzahl Main Tauber _ Bevölkerungsvorausberechnung im Kreisvergleich bis 2045